- Home
- COSTA™ Technology
- Products
- HANU™ Flow Reactors
- Laboratory R&D
- HANU™ 2X 5
- Accessories
- Inlays
- HANU™ 2X 5 Inlay, cubic 2x2, stainless steel
- HANU™ 2X 5 Inlay, cubic 2x2, Hastelloy
- HANU™ 2X 5 Inlay, cubic 2x2, copper
- HANU™ 2X 5 Inlay, cubic 2x2, PTFE
- HANU™ 2X 5 Inlay, cubic 2x2, silicon carbide
- HANU™ 2X 5 Inlay, cubic 2x2, PEEK
- HANU™ 2X 5 Inlay, cubic 2x2, titanium
- HANU™ 2X 5 Inlay, cubic 1x1, Hastelloy
- HANU™ 2X 5 Inlay, cubic 1x1, Stainless steel
- In/outlet Ports
- Consumables
- Miscellaneous
- Inlays
- Accessories
- HANU™ 2X 5
- Process Development
- Pilot/Production
- Laboratory R&D
- FAVO™ for Electrochemistry
- Previous Models
- HANU™ Flow Reactors
- Applications
- Application Notes
- Application Note 5: Electrochemical Oxidation of Diphenyl Sulfide enabled by the FAVO™ 5 Flow Reactor
- Application Note 4: Temperature Control in the HANU™ PX 9 Parallel Photoreactor
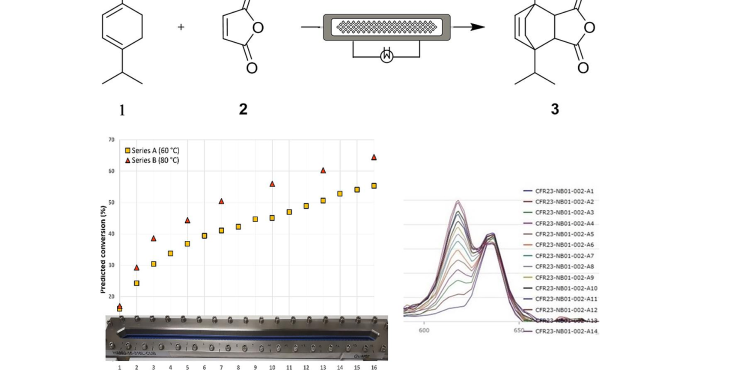
- Application Note 3: The use of the HANU™ reactor in combination with non-invasive inline Raman spectroscopy as a tool for a real
- Application Note 2: Photoinitiated thiol-ene coupling in flow
- Application Note 1: Synthesis of Cookson’s diketone via intramolecular [2+2] photocycloaddition
- Publications
- Scientific Publications
- 2022 | Chem. Eur. J. | Photochemical Deracemization of a Medicinally-Relevant Benzopyran using an Oscillatory Flow Reactor
- 2021 | Green Chem. | Continuous flow heterogeneous catalytic reductive aminations under aqueous micellar conditions
- 2021 | Green Chem. | Continuous Flow Processing of Bismuth-Photocatalyzed Atom Transfer Radical Addition Reactions Using an
- 2020 | Org. Process Res. Dev. | Optimization of a Decatungstate-Catalyzed C(Sp 3 )–H Alkylation Using a Continuous Oscillatory
- 2020 | Org. Process Res. Dev. | Ir/Ni Photoredox Dual Catalysis with Heterogeneous Base Enabled by an Oscillatory Plug Flow
- 2020 | React. Chem. Eng. | An Oscillatory Plug Flow Photoreactor Facilitates Semi-Heterogeneous Dual Nickel/Carbon Nitride
- Magazine Articles
- Scientific Publications
- Areas of Interest
- Application Notes
- Events
- Jobs
- About us
- Contact